






产品分类 更多>>



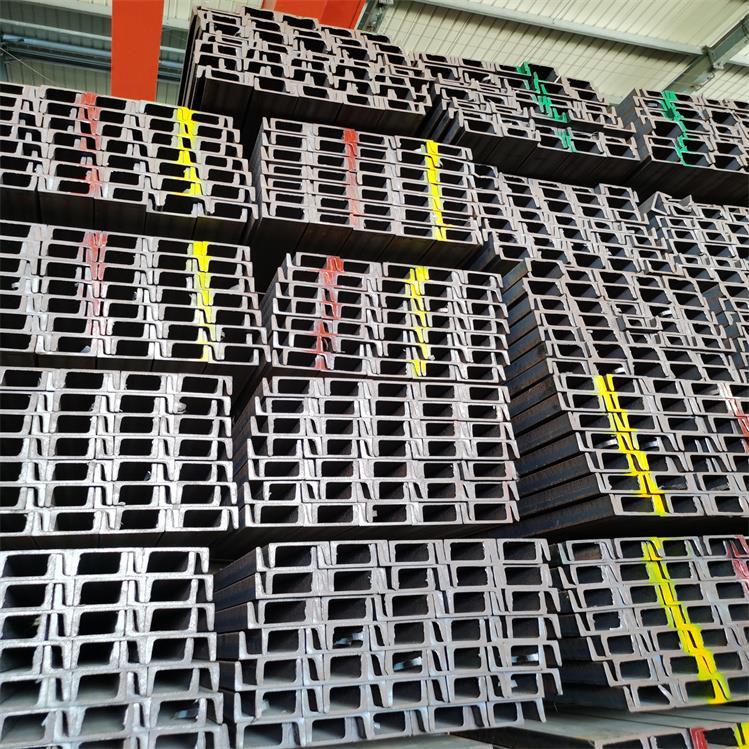
欧盟CE认证CH英标槽钢76*38*7缺陷清理
CH英标槽钢的执行标准是:EN10025/EN10034
销售:日标槽钢、英标H型钢、欧标工字钢、欧标H型钢、美标H型钢
品 名 规格 型号 材质 米重/公斤
CH英标槽钢 76*38*7 76.2*38.1*5.1*6.8 S235/S275/S355 6.7
CH英标槽钢 102*51*10 101.6*50.8*6.1*7.6 S235/S275/S355 10.4
CH英标槽钢 127*64*15 127*63.5*6.4*9.2 S235/S275/S355 14.9
CH英标槽钢 152*76*18 152.4*76.2*6.4*9 S235/S275/S355 17.9
CH英标槽钢 152*89*24 152.4*88.9*7.1*11.6 S235/S275/S355 23.9
CH英标槽钢 178*76*21 177.8*76.2*6.6*10.3 S235/S275/S355 20.8
CH英标槽钢 178*89*27 177.8*88.9*7.6*12.3 S235/S275/S355 26.8
CH英标槽钢 203*76*24 203.2*76.2*7.1*11.2 S235/S275/S355 23.9
CH英标槽钢 203*89*30 203.2*88.9*8.1*12.9 S235/S275/S355 29.8
CH英标槽钢 229*76*26 228.6*76.2*7.6*11.2 S235/S275/S355 26.1
CH英标槽钢 229*89*33 228.6*88.9*8.6*13.3 S235/S275/S355 32.7
CH英标槽钢 245*76*28 254*76.2*8.1*10.9 S235/S275/S355 28.2
CH英标槽钢 245*89*36 254*88.9*9.1*13.6 S235/S275/S355 35.7
CH英标槽钢 305*89*42 304.8*88.9*10.2*13.7 S235/S275/S355 41.8
CH英标槽钢 305*102*46 304.8*101.6*10.2*14.8 S235/S275/S355 46.2
CH英标槽钢 305*102*55 381*101.6*10.4*16.3 S235/S275/S355 55
CH英标槽钢 432*102*65 431.8*101.6*12.2*16.8 S235/S275/S355 65.5
CH英标槽钢4、实际轧制生产中会出现轧件不能顺利被轧辊咬入,致使轧制过程停止,以及咬入角不合理引起板材塑性变形不均匀的情况,不仅降低了生产效率,而且产品易存在质量问题,这是因为咬入并轧制的过程是一个不稳定过程,当咬入的时候,变形区的几何参数,运动学参数都是变化的,所以咬入角即轧辊与轧件接触部分所夹的中心角是轧制过程中一个极其重要的影响因素,合理的咬入角应当在15度到20度之间,且当轧辊半径相同时,咬入角随压下量呈抛物线形增长。

CH英标槽钢19世纪初,英国的戴维斯发现电弧和氧焰两种能局部熔化金属的高温热源;1885~1887年,俄国的别纳尔多斯发明碳极电弧焊钳;1900年又出现了铝热焊。20世纪初,碳极电弧焊和气焊得到应用,同时还出现了薄药皮焊条电弧焊,电弧比较稳定,焊接熔池受到熔渣保护,焊接质量得到提高,使手工电弧焊进入实用阶段,电弧焊从20年代起成为一种重要的焊接方法。也成为现代焊接工艺的发展开端。在此期间,美国的诺布尔利用电弧电压控制焊条送给速度,制成自动电弧焊机,从而成为焊接机械化、自动化的开端。1930年美国的罗宾诺夫发明使用焊丝和焊剂的埋弧焊,焊接机械化得到进一步发展。40年代,为适应铝、镁合金和合金钢焊接的需要,钨极和熔化极惰性气体保护焊相继问世。

冶金矿产:
准备。





















